VHR System
Das Totems-VHR-System (Vertikal Horizontal Rotierend) dient der Einzelpositionierung und Prüfung kleiner 2D- oder rotationssymmetrischer Werkstücke auf Messgeräten – mit oder ohne rotierender Einheit. Ziel ist maximale Sichtbarkeit während des gesamten Prüfzyklus, ergonomisches Handling und ein reibungsloser Teilefluss.

Anwendung

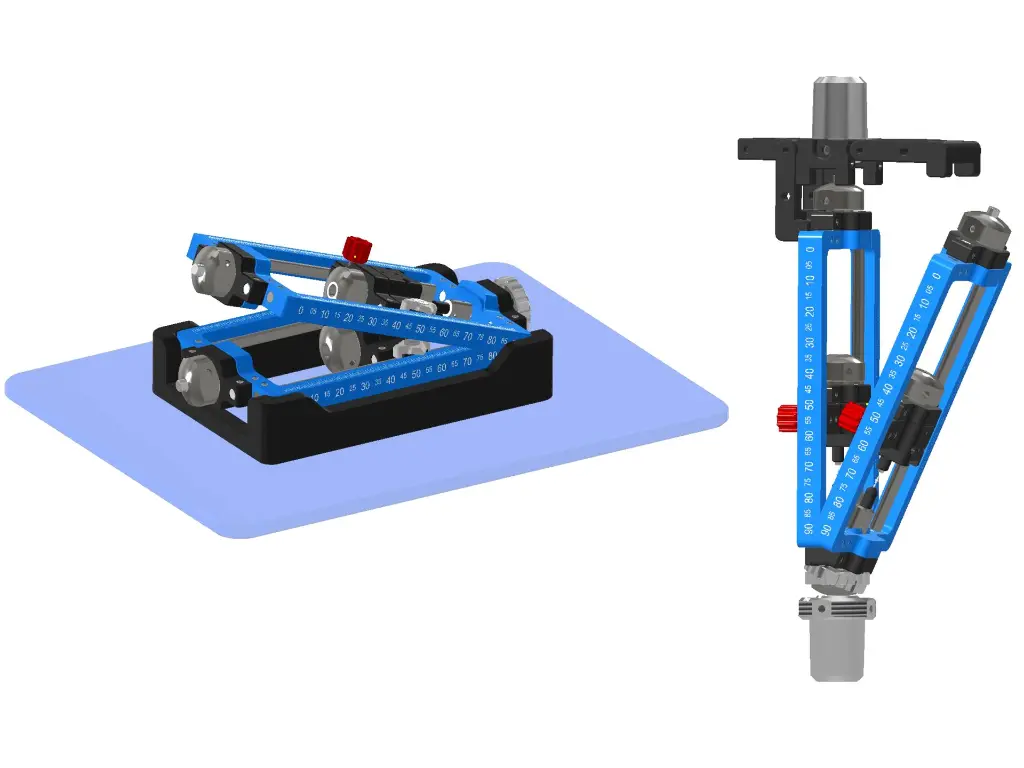
Vertikale oder horizontale Anordnung
Je nach verwendetem Messsystem können die Vorrichtungen vertikal oder horizontal ausgerichtet werden.
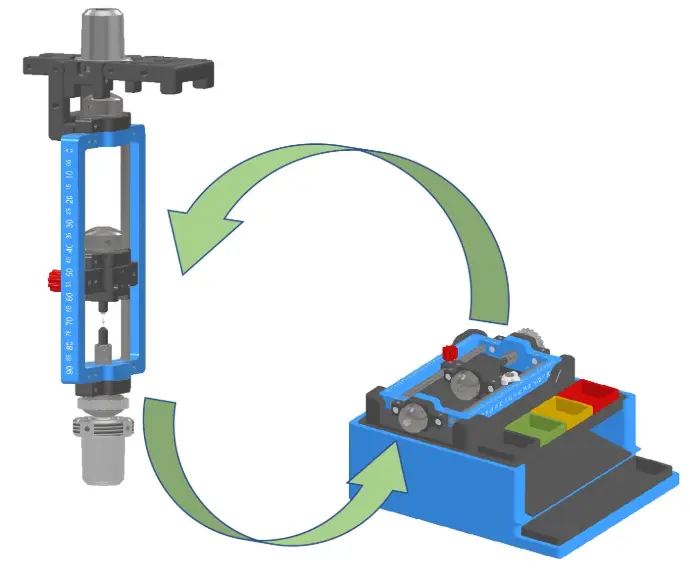
Montage und Kopplung
Die Kopplung an die rotierende Einheit erfolgt durch seitliches oder vertikales Einführen mit magnetischer Kontaktverbindung.
Falls das Messsystem über keine motorisierte Dreheinheit verfügt, kann die Rotation manuell erfolgen.
Optimierter Prüfablauf
Der Prüfablauf ist auf Effizienz ausgelegt. Mit Racks mit austauschbaren Glasscheiben können Teile im verdeckten Zeitfenster be- und entladen werden. Dies ermöglicht eine kontinuierliche Prüfung, verkürzt Zykluszeiten und erhöht die Maschinenauslast
Methoden zur Werkstückaufnahme
Magnetische Positionierung
Magnetische oder magnetisierbare Teile werden mit einem oder mehreren Magnetspitzen positioniert – durch Auflage oder partielle Levitation.
Mindestens ein Bereich des zu messenden Teils muss Kontakt mit der rotierenden Magnetfläche der Vorrichtung haben.
Die Rotation wird über ein Kupplungssystem vom Messgerät auf das Teil übertragen.
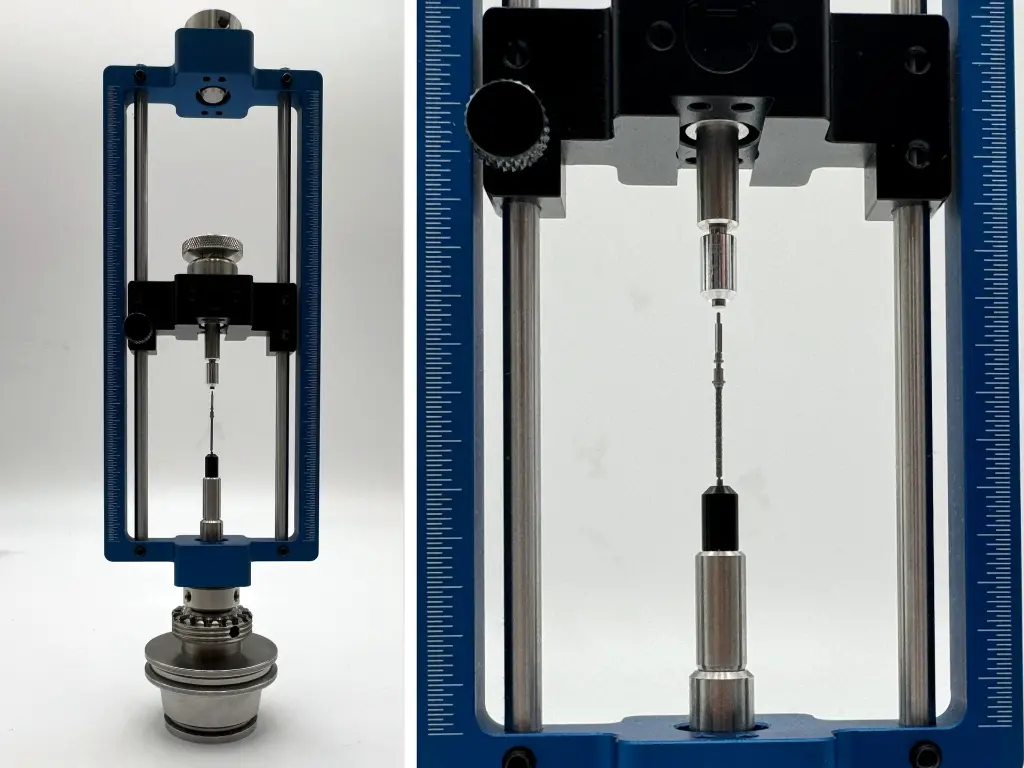
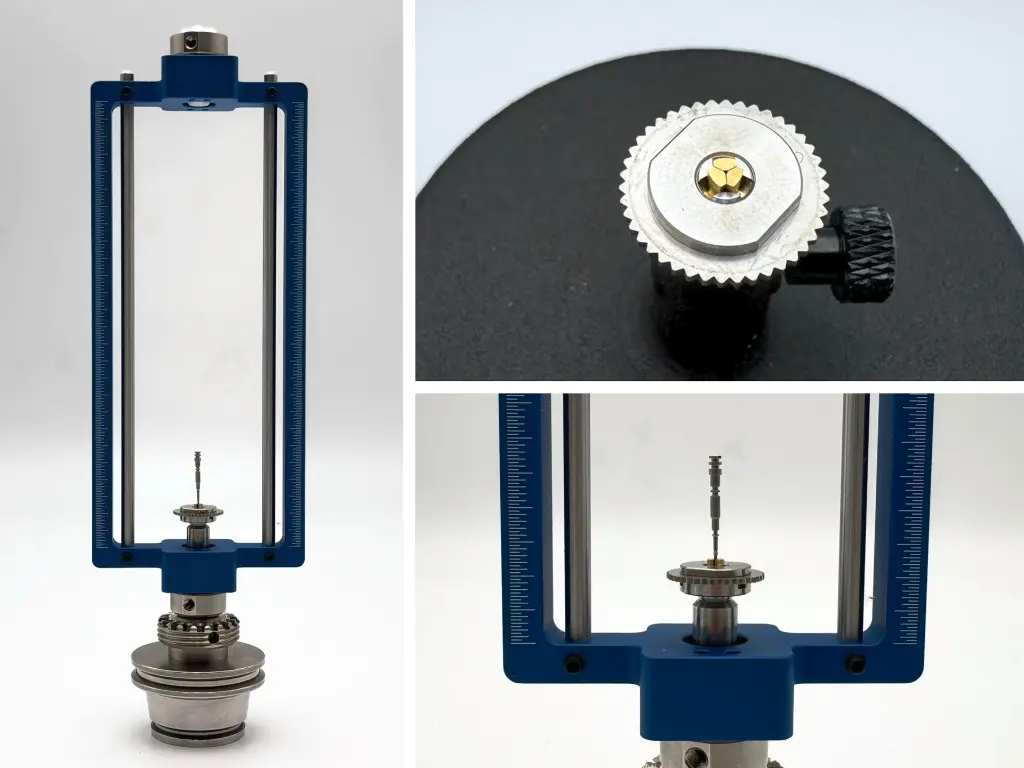
Positionierung im Mikrospannfutter
Teile können direkt im Mikrospannfutter oder auf einem Zwischenstück (z. B. Präzisionsdorn) eingespannt werden.
Geeignet für Teile mit ausreichender Spannfläche oder axialem Durch- bzw. Sackloch.
Das VHR-Mikrofutter ermöglicht das Spannen von Durchmessern zwischen 0,2 mm und 1,5 mm.
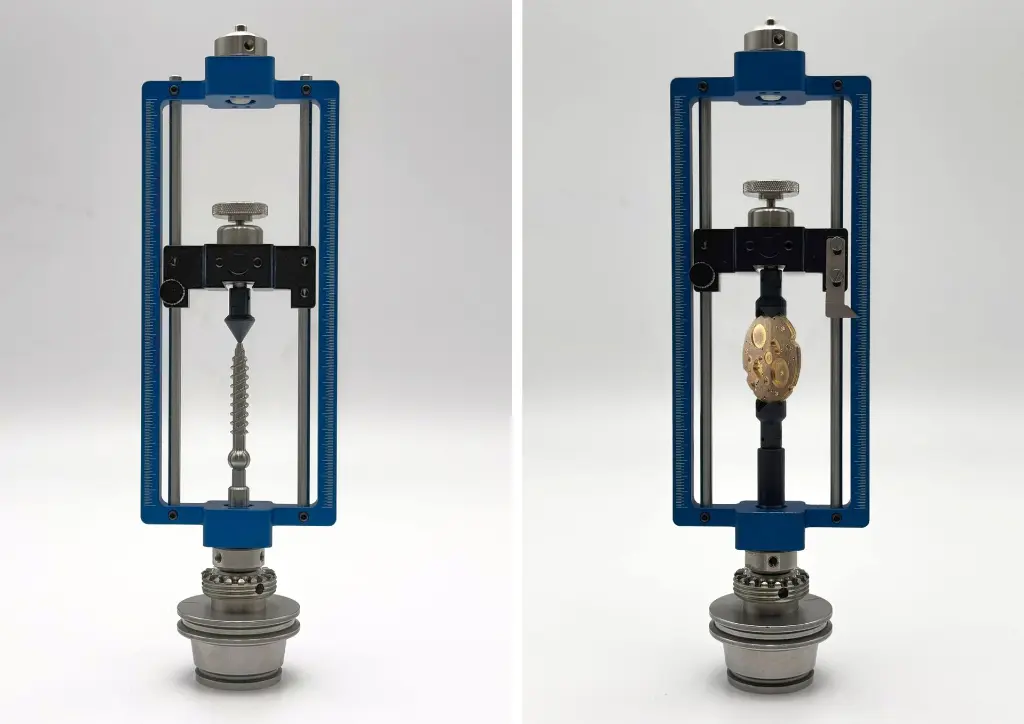
Spannung zwischen Spitzen
Miniaturausführung der klassischen Spannung zwischen zwei Spitzen – für Teile mit geeigneter Geometrie. Spezielle Auflagen können auf Wunsch angepasst oder entwickelt werden.
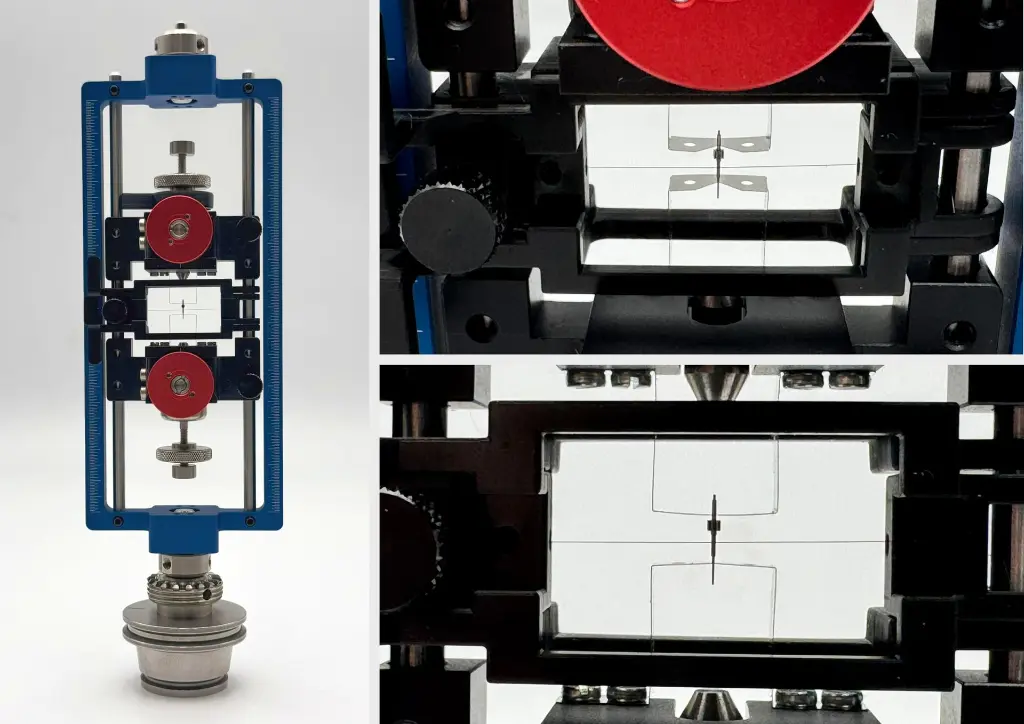
Positionierung auf feinen V-Profil-Lamellen
Für inkompatible Teile stehen feine V-Profil-Lamellen (0,05 mm) mit Spannfaden (0,05 mm) zur Verfügung.
Die Werkstücke werden zunächst höhenverstellbar auf den Lamellen positioniert. Zentrieranschläge erleichtern das Ausrichten; anschließend wird der Spannfaden abgesenkt, um das Werkstück zu fixieren.